
адреса компанії
No. 6668, Section 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, China






● Параметри продукту
| Модель | TIG-200P ACDC | TIG-250P ACDC | TIG-300P ACDC | TIG-315P ACDC |
| Номінальна вхідна напруга (VAC) | 1П 220 | 3P 380 | ||
| Фактор потужності | 0,8 | 0,8 | 0,9 | 0,9 |
| Номінальна вхідна потужність (КВА) | 8.8 | 11.7 | 11 | 13.3 |
| Напруга холостого ходу (В) | 65 | 65 | 77 | 79 |
| Максимальний номінальний вихід (A/V) | 200/18 | 250/20 | 280/21.2 | 315/22.6 |
| Діапазон зварювального струму (A) | 10-200 | 10-250 | 10-280 | 10-315 |
| Максимальний вихідний струм (A) (MMA) | 190 | 240 | 260 | 300 |
| Режим запуску дуги | HF, untouch | |||
| Вихідні характеристики | Постійна струмова характеристика | |||
| Клас захисту корпусу | IP21S | |||
| Режим охолодження | Примусове повітряне охолодження | |||
| Робочий цикл(%) | 60 | |||
| Загальна ефективність (%) | 70 | 80 | ||
| Клас ізоляції (%) | F | |||
| Вага нетто (кг) | 13.75 | 19 | 19.9 | 29 |
| Розмір машини (мм) | 375*425*225 | 475*235*410 | 475*235*410 | 510*265*470 |
● Обладнання для аргонодугового зварювання
Обладнання для аргонодугового зварювання включає джерело живлення аргонодуги, систему керування, зварювальний пальник, систему газопостачання та систему водопостачання.
Обладнання для пневматичного аргонодугового зварювання базується на вищевказаному обладнанні, додавши крокуючий механізм механізму подачі дроту.Коли ручне аргонодугове зварювання використовує невеликий діапазон джерела постійного струму, систему керування та систему водопостачання можна не використовувати.
1) Джерело живлення для дугового зварювання
Існує два типи джерел живлення для ручного аргонно-вольфрамового зварювання: змінний струм і постійний струм.Різниця в типі та полярності джерела живлення викликає очевидні відмінності в процесі та зазвичай вибирається відповідно до матеріалу, який зварюється.
2) Система контролю
Система керування ручним аргонно-вольфрамовим дуговим зварюванням зазвичай включає пристрій для запуску дуги, пристрій стабілізації дуги, електромагнітний газовий клапан, вимикач живлення, релейний захист та індикаційний прилад та інші частини.Його дія контролюється вимикачем низької напруги, встановленим на зварювальному пальнику, тобто робочі процедури кожної системи контролюються через проміжне реле, реле часу та схему затримки в ланцюзі керування.
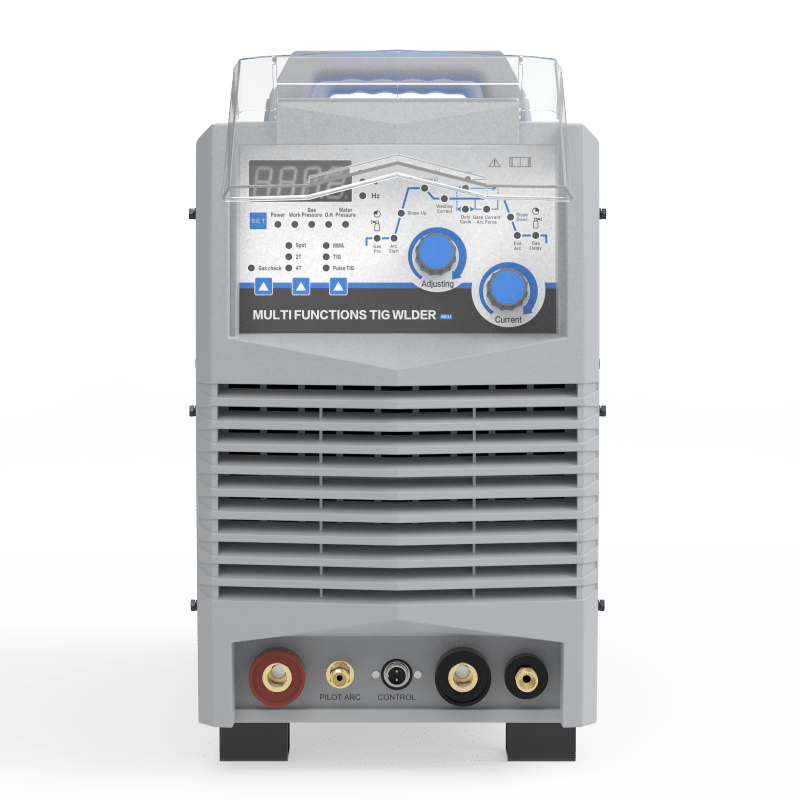
3) Зварювальний пальник
Зварювальний пальник в основному використовується для затискання електрода, проведення зварювального струму, подачі захисного газу та керування робочою системою всієї машини.Зазвичай використовуваний ручний аргонно-вольфрамовий зварювальний пальник в основному складається з корпусу пальника, сопла, затискного пристрою для вольфрамового стовпа, кабелю, газової труби, водопровідної труби та пневматичного перемикача.Відповідно до різного середовища охолодження, його можна розділити на водяне охолодження та повітряне охолодження.
4) Система подачі повітря
Функція системи подачі газу полягає в тому, щоб надсилати газ аргон у сталевому балоні до зони зварювання з сопла зварювального пальника відповідно до певної швидкості потоку, в основному включаючи газовий балон аргону, редуктор тиску, витратомір газу та електромагнітний газ. клапан.
5) Система водопостачання
Система водопостачання в основному використовується для охолодження зварювальних кабелів, зварювальних пальників і вольфрамових стрижнів.Як правило, водяне охолодження не потрібне, якщо зварювальний струм менше 100 А.Система водопостачання повинна бути безперешкодною і подавати воду відповідно до заданого тиску.Часто в системі водопостачання є реле тиску води, функція якого полягає в запуску зварювального апарату при достатній кількості води;інакше зварювальний апарат не можна запустити.Це захисний пристрій для зварювального апарату, і його не можна довільно замикати накоротко під час використання, щоб не спалити зварювальний пальник і кабель.Система водопостачання не має особливих вимог до джерела води, і вода може подаватися з циркуляційного водонагрівача або безпосередньо підключена до крану.Водопровідні труби взимку слід захищати від промерзання.
6) Пристрій послаблення струму
При зварюванні нержавіючої сталі та сплавів на основі нікелю ручним аргонно-вольфрамовим зварюванням легко утворити тріщини пальника в кінці дуги.Пристрій послаблення струму може подолати цей недолік.
7) Ручне аргонодугове зварювання вольфрамом
Вибір апарату для ручного аргоновольфрамового зварювання: апарат для ручного аргонно-вольфрамового зварювання в основному вибирається відповідно до різних зварювальних матеріалів.Для різних зварювальних матеріалів потрібні різні джерела живлення для дугового зварювання, тому вибраний апарат для ручного аргонно-вольфрамового зварювання також відрізняється.Для високолегованої сталі, нержавіючої сталі, міді, срібла, титану та інших металів та їх сплавів можна використовувати ручний аргонодуговий зварювальний апарат постійного струму;для алюмінію, магнію та їх сплавів можна використовувати зварювальні апарати змінного струму для видалення оксидної плівки на поверхні зварного шва.Або апарат для ручного аргонодугового зварювання змінним і постійним струмом;Апарат ручного аргонодугового зварювання вольфрамового імпульсу також можна використовувати для деяких надтонких компонентів, матеріалів з високою термочутливістю та компонентів, які важко зварювати.

No. 6668, Section 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, China
+86 18815073611
+86 13587752681